Delayed Coking
ProMax®’s new Delayed Coking block enables the user to simulate conversion of residual fuel oils to more valuable gas oils plus coke. Let our staff help you construct and solve these complex models, allowing you to get to the real problem solving you need.
Overview
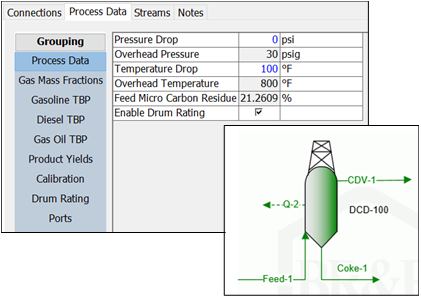
- Coking yield model dependent on:
- Coke Drum Pressure
- Furnace Outlet Temperature
- Feed Microcarbon Residue (MCR)
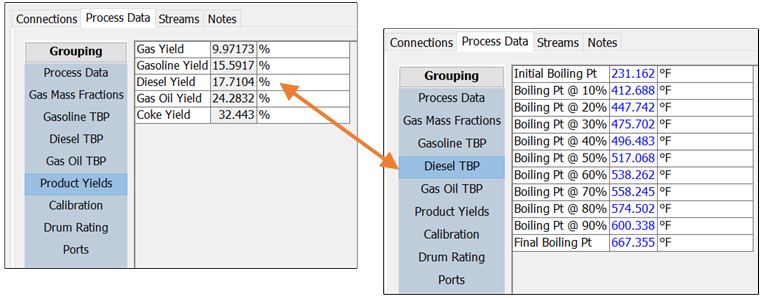
- Distributes coker charge into these cuts:
- Gas
- Gasoline
- Diesel
- Gas Oil
- Coke
- User-configurable cut compositions
- Coke Drum rating
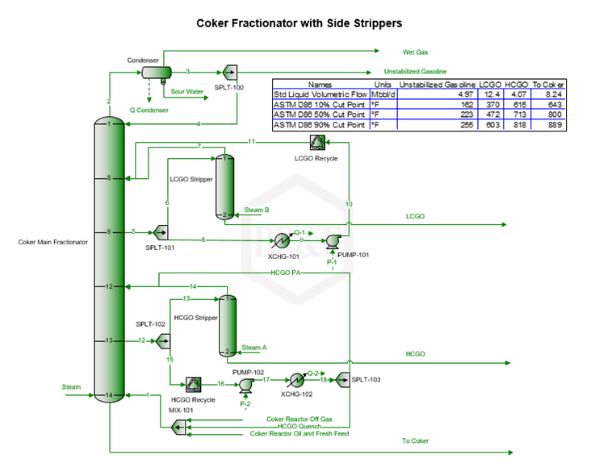
- Integration with Fractionation and Recycle
Yield Model
Coker Offgas, Gasoline, Diesel, Gas Oil and Coke yields are determined by a fast, linear model using total feed Micro Carbon Residue (MCR), Drum Pressure, and Furnace Outlet Temperature. The yielded cut amounts are allocated to available components to match user-defined Product TBP curves. These five cuts, now in terms of available components, are blended together to form the Coke Drum Vapors outlet stream.
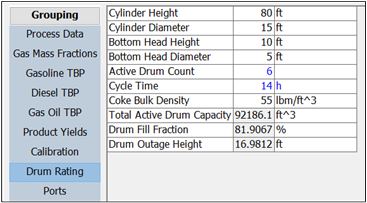
Drum Rating
After defining cycle time, number of drums, coke bulk density, and physical dimensions the Delayed Coking block can calculate:
- Total Active Drum Capacity
- Drum Fraction Filled
- Drum Outage Height
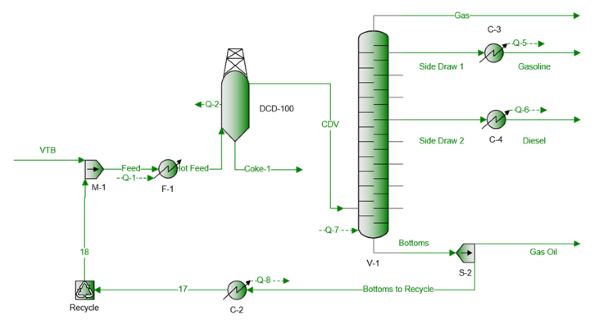
Comprehensive Coking Unit Model
The Delayed Coking block can receive streams from upstream processes such as a vacuum distillation unit as its feed. The block will inspect key properties of the incoming stream to enable calculation of coking product yields. The Coke Drum Vapors product stream also leaves the Delayed Coking block as a fully-defined compositional stream. The vapors can proceed to downstream simulation blocks such as the Main Fractionator. The recycle stream exiting the bottom of the Main Fractionator can recycle back and mix with fresh feed to form Delayed Coking block’s total feed.