Mass Mania - The New Mass + Heat Transfer Column Model
Joel Cantrell
July 19, 2016
The design and optimization of separation processes is carried out using process simulators which utilize various calculation approaches. ProMax® 4.0 now has both the Ideal Stage method and the Mass + Heat Transfer method available for use in reactive and non-reactive systems. This blog will discuss some basic settings for use of the Mass + Heat Transfer model as implemented in ProMax.
Mass + Heat Transfer Models – User Inputs
While the Mass + Heat Transfer calculation method requires a great deal of information about the system being modeled, much of this is provided automatically by ProMax. This leaves the user with a relatively minimal amount of required inputs. The required information that the user must supply includes the number of calculational increments in the column as well as column details such as tray type or packing type. Additional information that is used in the Mass + Heat Transfer method--but is generally supplied by ProMax--includes transport properties as calculated by the selected property package and mass transfer coefficients/interfacial areas as provided by the selected correlations.
Number of Calculational Increments
Whether a column contains trays or packing, a number of calculational increments, or stages, must be selected by the user. For trayed systems, this number will be equal to the actual number of trays being considered. For packed systems, the number of vertical segments that will represent a given depth of packing must be selected. The total packing depth, number of segments, and height of each segment must be known as well, although definition of any two of these inputs will provide the third. The height of each segment is significant, but a discussion of this topic is beyond the scope of this blog. Further details can be found in the ProMax Help File or by contacting BR&E. In general, a segment height of approximately 18 inches or 0.5 meters is recommended.
Column Details
Besides the number of trays or the number of segments and packing depth, the Mass + Heat Transfer model requires detailed information of the column internals, regardless of whether the system being modeled is reactive or non-reactive. For trays, this includes information such tray type and spacing, weir heights, fraction active area, etc. For packing, the user should select one of the numerous pre-defined packings available in ProMax for each segment.
Other Values used in Mass + Heat Transfer Calculations
The remaining values required to perform the mass transfer calculations are provided by ProMax. Transport and thermal properties such as diffusivities, viscosities, densities, heat capacities, and thermal conductivities are provided by the thermodynamic package selected in the ProMax environment. Mass transfer coefficients and interfacial areas are provided by the selected Mass Transfer Coefficient correlation or Interfacial Area correlation (if applicable) in the column. Default selections of the various correlations are provided in ProMax, although the selection may be changed by the user. A general discussion of the correlation selections, as well as some other options available to the user, is provided below:
Mass + Heat Transfer Models - Correlations Available in ProMax 4.0
Trayed Column Modeling
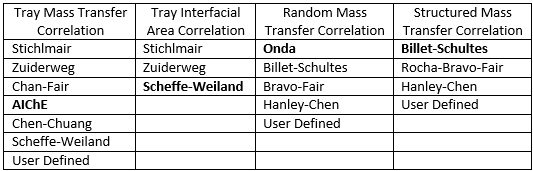
Tray Mass Transfer Correlation: The AIChE correlation was developed for bubble-cap trays, is the most widely used, and has been extensively applied to sieve and valve trays. It provides mid-range values for the mass transfer coefficient. Scheffe-Weiland was developed for valve trays and generally yields the most aggressive values for the mass transfer coefficient. Chan-Fair is a modification of the AIChE correlation for sieve trays and gives similar performance. Chen-Chuang, Stichlmair, and Zuiderweg generally give the most conservative values for mass transfer coefficient. These models were developed from sieve trays and in the case of Stichlmair, some valve trays. For further discussion of these correlations, please see the ProMax help topic Overview of Tray Mass Transfer Correlations. In the cases of AIChE, Chan-Fair, and Chen-Chuang, the correlations return a product of the mass transfer coefficient and interfacial area. A selection for an interfacial area correlation is therefore required for kinetically limited systems.
Tray Interfacial Area Correlation: If reaction kinetics are to be considered, the interfacial area must be separable from the mass transfer coefficient, so a correlation must be selected that returns the area alone. The three correlations available (Stichlmair, Zuiderweg, and Scheffe-Weiland) provide relatively similar results.
Packed Column Modeling
Random Mass Transfer Correlation: Onda gives the most conservative value and can be applied to any random packing. Bravo-Fair can also be applied to any random packing, while Billet-Schultes and Hanley-Chen are limited to packing where data are available for the correlation.
Structured Mass Transfer Correlation: Each of the provided correlations are limited to packing where available data exist.
For the selected packing correlations, the interfacial area is assumed to be that of the packing. Selection of an interfacial area correlation for packing is therefore not required.
Mass + Heat Transfer Models - Other options in the M+HT model

Mass Transfer Formulation: General Maxwell-Stefan is the recommended multicomponent vapor-liquid mass transfer formulation. M-S Liquid Only or Vapor Only neglect the transfer resistance in the other phase. Overall Vapor or Liquid phase formulates the problem as more of a binary system, which neglects the drift behavior.
Mixing Model: The default selection, “well-mixed”, assumes perfect mixing within each of the phases. If either or both of the phases has little to no back-mixing on a stage, a plug flow model could be a better choice. For example, if a tray flow length is long (2 m diameter with 1 pass), an assumption of perfect mixing within the liquid phase may not suffice, and Liquid Plug Flow may be a better model choice. The Equilibrium Stage selection allows individual trays or packing segments to be modeled as ideal stages. This can be useful for things like water wash trays.
The Help function in ProMax has extensive explanations of all of the dialog parameters. Additional help can be provided by contacting BR&E.
What other adjustments are available to modify column performance?
While BR&E believes the default configuration of Mass + Heat Transfer parameters should calculate very reasonable column results, there could be occasions when a user might want to adjust the performance of a column. In the Process Data-Properties-Column dialog, there are two parameters, Heat Transfer Factor and Interfacial Area Factor, that can be used to adjust performance for the entire column. Interfacial Area Factor multiplies the interfacial area, which impacts both heat and mass transfer. A higher value gives higher transfer. The Heat Transfer Factor is a multiplier as well, but multiplies the heat transfer only. If stage-wise or component-wise mass transfer modification is desired, check under Process Data – Properties- Mass Transfer-Mass Transfer Multipliers. These values increase or decrease the mass transfer of individual components on individual stages. If these modifications are still not enough, ProMax allows for user defined mass transfer coefficients via a user supplied DLL. For more information, please see the help topic “User Defined Mass Transfer Coefficient Information” and contact BR&E Support.